




普通色差仪和分光测色仪有什么区别?
色差仪和分光测色仪有什么区别,都是测色差的为什么会有这样和那样的区别?测色仪从其测量原理上来分,只有..查看详情>>



随着科技的进步,色差仪的作用越来越重要。在生产过程中,对色差仪的正确分析能够帮助企业节约成本,提高产品质量。什么是色差仪lab值?色差仪lab值是指在相同的条件下,测量同一样本颜色所得到的三个参数:L*、a*和b*,其中L*表示颜色的明亮度,a*表示颜色的红绿方向,b*表示颜色的黄蓝方向。如何正确分....
随着科技的进步,色差仪的作用越来越重要。在生产过程中,对色差仪的正确分析能够帮助企业节约成本,提高产品质量。

什么是色差仪lab值?
色差仪lab值是指在相同的条件下,测量同一样本颜色所得到的三个参数:L*、a*和b*,其中L*表示颜色的明亮度,a*表示颜色的红绿方向,b*表示颜色的黄蓝方向。
如何正确分析色差仪lab值?
用测色仪器评价变褪色和沾色牢度是非常简单和快捷的,已经得到了广泛的应用。用色差仪进行染色纺织品牢度评级的过程如下:首先,对需要评价牢度的纺织品,按相关标准规定的条件对试样进行处理。然后对处理前后的试样用色差仪进行测色,并用选定的色差公式计算出处理前后的总色差。再根据选定的公式找到相应的表,根据计算的到总色差值,就可以找到对应的牢度级别。
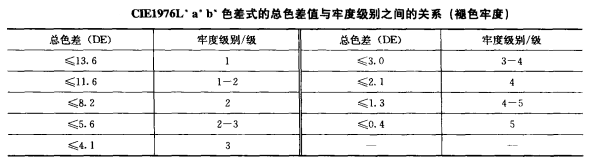
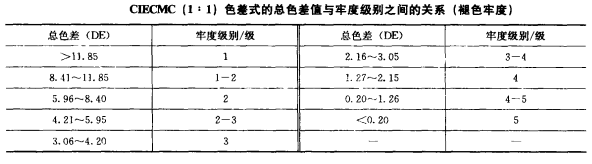
在牢度级别的仪器评价中,变褪色和沾色牢度结果的准确性还有一定差异。纺织品变褪色牢度的仪器评价结果与人由视觉评价结果的相关性,与沾色牢度人机评价结果的相关性相比,通常要差一些。这是因为沾色牢度是沾色后的标准织物与白色标准织物之间的比较,色差通常会大一些。另外,试样的亮度相对比较高,所以对仪器评级和视觉评级都比较有利,结果的一致性也就好一些。变褪色牢度评价则相对困难一些,因为被评价试样间色差有时较小,不少试样之间还常常伴随有色相差异,特别是那些低亮度试样,3-4级这一牢度范围,准确评价更困难一些。因此,要求色差仪具有较高的稳定性、较好的重复性和测量精度。
如何使用色差仪lab值?
在纺织品染整生产过程中,对有色纺织品要进行严格的颜色控制和管理。如对标准样和确认样之间的色差进行控制,一般两者之间的色差值要求小于0.6,客户才给予认可。而对于批次样和标准样之间的色差控制,范围一般要略微大一些,如色差值小于1.2时就给予认可。除了对产品总色差值及合格与否作出综合判断以外,往往还会对标准样和批次样的分色差作出相应的评价,即DL*、Da*、Db*、Dc*、DH°值。从分色差值可以看出,引起色差的主要因素是色相、明度还是彩度,为批次样颜色的修正指出了方向。
Lab颜色标尺按如下标识:
L:是黑白深浅度的表示,从0-100,值没有负值,L越大表明越白(亮),L越小表明越黑(暗)
A:是红绿的表示,有正负之分,+A代表偏红,-A代表偏绿(不够红)
B:是黄蓝的表示,也有正负之分,+B代表偏黄,-B代表偏蓝
所有的颜色都可以通过任何一种Lab标尺被感知并测量。这些标尺也可以用来表示标样同试样的色差,并通常有Δ为标识符。
如果ΔL为正,说明试样比标样浅,如果ΔL为负,说明试样比标样深。
如果Δa为正,说明试样比标样红(或者少绿),如果为负,说明试样绿(或者少红)
如果Δb为正,说明试样比标样黄(或者少蓝),如果为负,说明试样蓝(或这少黄)
正常来说,De总色差大于0.8(也有说是1.0)已经可以分辨出来色差印刷行业的色差比较难控制,所以色差范围也会偏大点:1.5-3是正常的塑胶塑料行业的色差通常是在1.0以内涂料的色差范围是1.0以内纺织行业的色差范围也是比较大点:2.0以内电子产品行业的色差范围是在0.5以内
色差仪lab值的应用领域
色差仪是一种常用的测量工具,它可以用于测量物体的颜色和色差。lab值是一个重要的概念,它表示了物体的颜色在三个不同的方向上的灰度值。lab值可以用于各种应用领域,如图片处理、印刷、服装设计等。
上一页 : 如何保证色差仪的重复性和台间差?
下一页 : 一分钟了解色差仪:如何选择最适合你的色差仪

添加微信咨询
 地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
 电话:020-82880288
电话:020-82880288
手机:18924229947
Copyright © 2026 广州保来发仪器有限公司 版权所有 粤ICP备2022072934号


