




普通色差仪和分光测色仪有什么区别?
色差仪和分光测色仪有什么区别,都是测色差的为什么会有这样和那样的区别?测色仪从其测量原理上来分,只有..查看详情>>



随着工业品生产的日益高科技化,对色差的控制要求也越来越高。目前,常用的工业品色差检测方法有三种:视觉检测法、计算机测色法和手工排版法。工业品色差的检测原理色差的检测原理影响色差的因素有很多,主要有材料本身的特性、工艺参数、印刷过程及条件、印刷机性能等。通过对上述因素的分析,可以大体归纳出以下几个原理....
随着工业品生产的日益高科技化,对色差的控制要求也越来越高。目前,常用的工业品色差检测方法有三种:视觉检测法、计算机测色法和手工排版法。
色差的检测原理
影响色差的因素有很多,主要有材料本身的特性、工艺参数、印刷过程及条件、印刷机性能等。通过对上述因素的分析,可以大体归纳出以下几个原理。
1、材料本身的特性
各种材料具有不同的反射特性和透射特性。材料的透射特性决定了它在光照下传递能量的能力,而材料的反射特性决定了其在阳光照射下反射能力。因此,不同材料在相同光照条件下会显得不同。此外,材料本身还具有一定的色度,即使在相同光照条件下,也会因其色度不同而显得不同。例如,PVC在日光下呈黄色,而树脂在日光下呈白色。由此可见,不同材料会因其特性而显得不一样。
2、工艺参数
印刷过程中,工艺参数对印品的外观影响很大。例如印刷速度、印刷压力、干扰电压、干扰频率都会对印品的外观产生影响。影响因素太多,难以一一列出。但是通过对印刷过程中常用工艺参数的分析,可以大体归纳出以下几个原理。
3、 印刷机性能
印刷机是将平版印刷图像或者字体雕版化成感光胶片或者直接化成感光承印板的装备。它具有一定的分辩能力和密度能力。
工业品色差检测的方法
工业品色差检测的方法有很多种,常用的有三种:分光光度法、色差仪法和目测法。
分光光度法是通过测量样品发射或吸收的光的强度来判断颜色的方法。色差仪法是通过测量样品反射的光的强度来判断颜色的方法。目测法是用人眼直接观察样品颜色来判断。
三种方法各有优劣之处。分光光度法准确度高,但是仪器比较昂贵;色差仪法容易使用,准确度也不错,一般价位也不高;目测法准确度低,但是价格便宜。
选择合适的方法要根据具体情况而定。如果要求准确度很高,则一定要使用分光光度法;如果只是想要大概了解样品的颜色,可使用色差仪或者目测法。
工业品色差检测的应用
在工业生产过程中,对质量要求很高的产品,如果出现色差,将直接影响生产效率和产品质量。因此,对工业品的色差进行检测是十分必要的。
目前,常用的方法有很多种。例如,可以采用人眼观察法、三合一测量仪、分光光度仪进行检测。其中,分光光度仪是最为准确的检测方法。它能够准确反映物体真实颜色,而人眼观察法和三合一测量仪都存在误差。
分光光度仪使用5个或7个独立光栅来分别感应不同波长的光,通过对不同波长的光强度进行相加,就可以得到物体真实的颜色值。因此,使用分光光度仪来进行工业品的色差检测是最准确、可靠的方法之一。
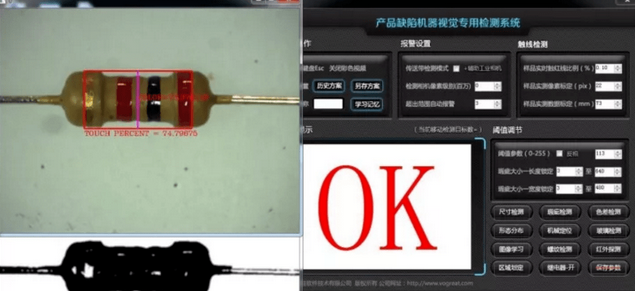
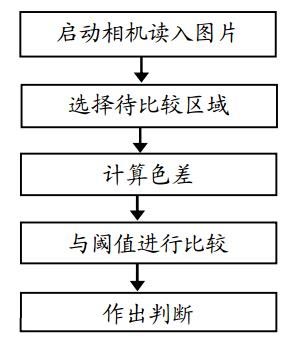
工业生产商为了消除人眼在产品颜色检测上的主观差异,采用机器视觉测试的方法来进行色差的比对和分析。通常工业机械视觉检测都是采用色差仪与标准色板图像以及色彩管理分析软件结合操作,通过色差检测仪器(色差仪)对产品的颜色进行测量同时将测量的色彩数据结果传递给计算机,通过计算机中的色彩管理和分析软件对图像信息进行色差计算,最后比较色差与用户设置的阈值(容差范围)来判断产品是否合格。
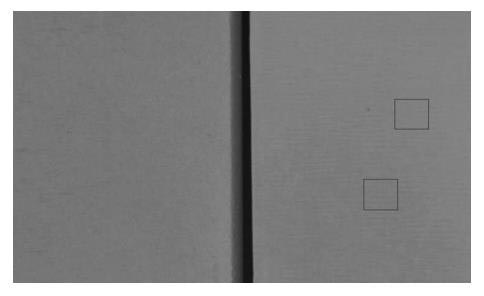
L | a | b | △E | |
区域A | 80.5896 | 31.2141 | -77.2497 | 0.1735 |
区域B | 80.8322 | 31.2243 | -77.4147 |
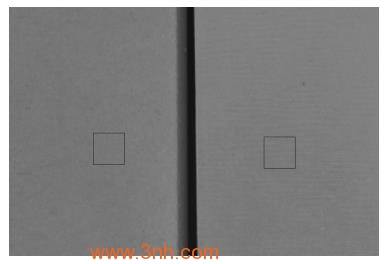
L | a | b | △E | |
色板 | 80.8322 | 31.2243 | -77.4147 | |
产品1 | 80.3680 | 30.7475 | -76.6378 | 0.3858 |
产品2 | 80.1217 | 30.4947 | -76.2562 | 0.5907 |
产品3 | 79.9905 | 30.3907 | -76.1029 | 0.6924 |
产品4 | 79.7305 | 30.2753 | -75.8137 | 0.8765 |
产品5 | 79.6741 | 30.2621 | -75.5831 | 0.9014 |
产品6 | 79.5061 | 30.1159 | -75.5831 | 1.0476 |
产品7 | 79.1457 | 29.9397 | -75.2306 | 1.3096 |
产品8 | 78.6246 | 29.7375 | -74.8079 | 1.6820 |
产品9 | 78.3159 | 29.6804 | -74.6117 | 1.8952 |
上一页 : 色差仪颜色测量:孟塞尔颜色系统表示法
下一页 : 国际标准色卡对照表

添加微信咨询
 地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
 电话:020-82880288
电话:020-82880288
手机:18924229947
Copyright © 2026 广州保来发仪器有限公司 版权所有 粤ICP备2022072934号


