




番茄酱颜色批次不稳?YS4582 分光测色仪守住品控底线
在了解测量方法之前,我们先弄清楚一个底层问题:番茄酱的红色,到底是什么物质在起作用?
答案是——番..查看详情>>



酒包装外观色差是指不同批次或不同生产线上的酒包装外观颜色之间的差异。由于制造工艺、原材料批次、机器设备等因素的变化,可能导致酒包装的颜色产生差异,在制造企业生产酒包装的时候,就需要使用色差仪进行外观包装的颜色检测,管控酒包装外观颜色的一致性。酒包装色差原因装盒定做厂家认为,新产品的上市需要选择配套的....
酒包装外观色差是指不同批次或不同生产线上的酒包装外观颜色之间的差异。由于制造工艺、原材料批次、机器设备等因素的变化,可能导致酒包装的颜色产生差异,在制造企业生产酒包装的时候,就需要使用色差仪进行外观包装的颜色检测,管控酒包装外观颜色的一致性。

装盒定做厂家认为,新产品的上市需要选择配套的产品包装来搭配,如何把产品包装做好是需要在制作过程中把控每一个环节,才能呈现最完美的成品。近期,一位客户需要做酒盒包装,在打样过程中,由于纸张覆膜后与实际样品颜色有差别,迟迟无法下单,包装盒定制厂家聊一下,为什么同样色值覆膜后会有颜色色差?
覆膜,就是给印刷面过胶,而这层胶的薄厚是可以直接影响到这个色彩的反射光以及被隐藏掉的光线,就会出现光线变亮,变暗的情况,而颜色在这个折射的过程中也会被隐藏掉,就必然会有颜色上的偏差。
那出现颜色偏差应该怎么处理呢,包装盒定制厂家通常会提前告知客户,追样品的颜色,只能尽可能的接近,不可能一模一样。为了减少色差,我们会根据酒盒包装的颜色提前设置几个色值,打印出来颜色和样品做比较,找个接近的颜色来选择。本身覆膜就是过了一层胶,颜色上会偏暗,在调色上需要谨慎。每个工序工艺不同,需要有专业技术人员把控,才能确保品质。
目测法:使用人眼进行直接观察,对比不同样品之间的颜色差异。这种方法简单易行,但准确度有限,容易受到主观因素的影响。
色差仪法:使用色差仪来测量和比较不同样品之间的颜色差异。色差仪能够以数值化的方式来表示颜色差异,准确度较高。可以根据颜色标准设定色差容限范围,当样品的色差数值超出范围时即为色差。
光谱分析法:使用光谱仪来测量酒包装样品的光谱特性,分析颜色差异。这种方法可以更全面地了解颜色差异的具体成因和特征。
彩色图像处理法:使用彩色相机和图像处理软件来捕捉和分析酒包装样品的图像,通过像素级别的比较和分析来判断颜色差异。
专用计算机软件分析法:使用专门的计算机软件来分析酒包装样品的色差和颜色偏差,可以根据事先设定的标准进行自动化的判断和记录。
色差仪管控酒包装外观颜色色差
解决酒包装外观色差问题的一个优秀方法是采用PS2080分光色差仪。该设备能够精准测量产品的色差数值,并与标准色彩进行比较,以确定是否符合要求。通过找到色差的具体范围和位置,可以有针对性地调整包装色彩,避免色差问题的发生。
PS2080分光色差仪内置高性能数码相机,具备预览和主动目标定位功能,确保酒包装的测量区域能够准确定位。精确的目标定位对于酒包装色差测量至关重要,而PS2080分光色差仪的相机功能能够确保测量过程中没有误差,提高测量精度和可靠性。
此外,PS2080分光色差仪还具备图像捕获功能,能够保存图像数据以备日后检索。这为酒包装质量审计和追溯提供了便利。在生产过程中,PS2080分光色差仪能够准确检测任何污点、划痕或缺陷,将图像与测量数据相结合,为质量控制提供更全面、可靠的参考依据。

使用PS2080分光色差仪来管控酒包装外观颜色色差是一种常见的方法。以下是使用色差仪进行酒包装外观颜色色差管控的一般步骤:
设置仪器:根据仪器的操作手册,将色差仪正确地设置为相应的测试模式和参数。这通常包括颜色空间(如LAB、LCh等)、光源类型(如D65光源)、观察角度(如2°或10°)等设置。
标定仪器:在开始测试之前,需要对色差仪进行标定。这包括白板校准和黑板校准,以使仪器能够准确地测量样品的颜色。
放置样品:将要检测的酒包装样品放置在测试区域中,确保样品表面干净无污染,以避免影响测量结果。
测量样品:按照色差仪的操作手册,将仪器的触发头或测量头正确地放置在样品上,并启动测量。仪器将测量样品的颜色,并给出对应的色差数值。
比较结果:将测得的色差数值与事先设定的颜色标准进行比较。根据设定的色差容限,判断样品是否符合要求。
记录和处理数据:将测得的色差数据记录下来,建立一个数据记录系统,以便后续分析和追溯。对于超出容限范围的样品,需要采取相应的处理措施,如重新调整生产工艺、更换供应商等。
定期校准和维护:为了确保色差仪的准确性,需要定期进行校准和维护工作,包括定期的仪器校准、光源校准和触发头清洗等。
通过对酒包装外观颜色的色差测量和管控,可以确保产品的一致性和品质稳定性。
引入PS2080分光色差仪色彩色差仪后,我们的酒品包装质量控制水平得到显著提升。跨地域一致性配置保证了不同地区包装色差控制的一致性,避免了因配置差异导致的色差问题。精准的目标定位和图像捕获功能使得我们能够更好地追踪和管理产品质量,为未来的质量审计提供有力支持。
除了色差检测,IntelliTrax2印刷扫描仪也是提高酒品包装印刷质量与效率的不可或缺的利器。这款印刷扫描仪采用革命性技术,为印刷过程带来显著的改进。
IntelliTrax2印刷扫描仪具备强大的自动化功能,能够减少人为干预,消除因人为失误而引发的印刷色差问题。通过自动化设置,我们能够确保印刷过程的稳定性与准确性,提高产品包装的一致性与可靠性。在印刷过程中,IntelliTrax2印刷扫描仪能够实时监测印刷质量,及时发现潜在问题。它能够准确读取色彩数据,帮助我们发现任何不符合标准的色差或印刷质量异常。这为我们提供了调整印刷参数的参考,确保产品包装质量始终如一。
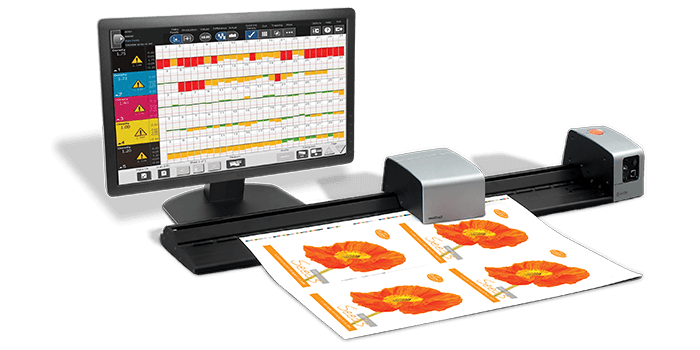
此外,IntelliTrax2印刷扫描仪还具备图像捕获功能,能够保存印刷图像数据,便于日后追溯与质量审计。引入IntelliTrax2有望提高印刷效率,降低返工率,为酒品包装提供更高品质的外观,增强品牌形象,并满足消费者对于优质产品的需求。
酒品包装设计中的外观色差问题需要引起足够的重视。通过采用PS2080分光色差仪和IntelliTrax2印刷扫描仪,并加强质量控制和员工培训,企业能够更好地解决色差问题,提高生产效率和产品质量,减少返工,塑造卓越品牌形象,增强市场竞争力,满足消费者对于优质产品的需求,最终取得业务上的成功。
上一页 : 台式色差仪透射测量电池电解液体色差

添加微信咨询
 地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
 电话:020-82880288
电话:020-82880288
手机:18924229947
Copyright © 2026 广州保来发仪器有限公司 版权所有 粤ICP备2022072934号


