




深度解析交通路标βxy色空间测量技术
在道路交通安全体系中,那一抹醒目的红、黄、蓝、绿,不仅是道路的装饰,更是驾驶员的“生命向导”。交通标..查看详情>>



在当今的制造业环境中,对于产品颜色的精确控制至关重要。无论是食品、化妆品还是制造业,颜色的标准化和一致性都是保证产品质量和消费者满意度的关键因素。因此,制定一套有效的色差仪颜色管理标准,并采用自动化颜色检测设备,对于现代生产线来说具有重要意义。一、色差仪颜色管理标准的制定1.确定标准光源:首先,需要....
在当今的制造业环境中,对于产品颜色的精确控制至关重要。无论是食品、化妆品还是制造业,颜色的标准化和一致性都是保证产品质量和消费者满意度的关键因素。因此,制定一套有效的色差仪颜色管理标准,并采用自动化颜色检测设备,对于现代生产线来说具有重要意义。

1. 确定标准光源:首先,需要确定用于颜色匹配的标准光源。常见的标准光源包括D65、D50、A等,它们具有不同的色温和光谱分布,适用于不同的应用场景。通过选择合适的标准光源,可以确保在颜色匹配过程中具有一致的颜色参考。
2. 确定色度系统:色度系统是用于描述和测量颜色的标准体系。常见的色度系统包括Lab、Lch、RGB等。根据实际需要,选择适合的色度系统作为颜色匹配的标准。
3. 建立颜色数据库:建立包含标准颜色样品和允许误差范围的数据库。在数据库中,应记录每个颜色样品的Lab值或其他色度系统值,以及允许的误差范围。这将为后续的颜色匹配提供参考依据。
4. 制定颜色匹配程序:根据所选择的色度系统和颜色数据库,制定颜色匹配程序。该程序应能够自动或手动匹配目标颜色,并判断其是否符合标准要求。
1. 选择合适的设备:根据生产线的特点和实际需求,选择适合的自动化颜色检测设备。这些设备通常包括色差仪、光谱仪、分光仪等。色差仪是一种常见的颜色检测设备,能够测量样品的Lab值或其他色度系统值,并将其与标准颜色进行比较。
2. 设备校准和维护:在使用自动化颜色检测设备之前,需要对设备进行校准和维护。这包括对设备的光源、光学系统、感应器等进行检查和校准,以确保测量结果的准确性和可靠性。
3. 集成到生产线:将自动化颜色检测设备集成到生产线上,使其能够与生产线上的其他设备相互配合,实现自动化检测和控制。通过与生产线的集成,可以大大提高生产效率和质量。
4. 数据分析和反馈:通过对自动化颜色检测设备所采集的数据进行分析,可以及时发现生产过程中存在的问题,并采取相应的措施进行改进。同时,将数据反馈给生产部门和其他相关部门,以便更好地指导生产和质量控制。
1、本机器用于进行产品颜色测量(兼容多种规格样品,根据客户的需求定制),可实现自动上料、自动测量、自动粉料及自动收料功能。
2、本机器包括自动上料机械手、自动上料机械手、颜色测量传感器、搬运模组、皮带线模组、定位相机、运行监控系统等关键组件。
3、本设备通过测量玻璃制品的 L,A,B 值判定产品是否是良品。
4、本设备支持客户所需求的两种测量模式:正常批次产品检测模式及 NG 产品复测模式。同时扩展了可自定义测量点位模式。
5、在正常批次产品检测模式下,本设备针对产品指定点位进行颜色测量。
6、在 NG 产品复测模式下,本设备对多个指定区域进行测量,且操作员可根据判定界面的 NG Map 对 NG 的点位进行标记。
7、在 NG 产品的实际尺寸、形态与本机器匹配的情况下,对 NG 产品进行复测时,本机器可支持自动标记功能(马克笔或自动喷码(需升级硬件)两种标记形式)。
8、运行监控系统能够直观的通过显示屏观察机器的运行状态。
9、对接工厂 MES 系统,通过扫描枪来输入来料检测批次数据,并根据批次来命名检测数据表格。
10、软件控制界面增加检测舱体温度展示(火灾预警功能)。
11、软件控制界面提示保养周期。
12、独立显示器显示视频监控检测舱体运行状态。
13、检测数据显示方式可根据用户调整,诸如星云图,柱状图等等。
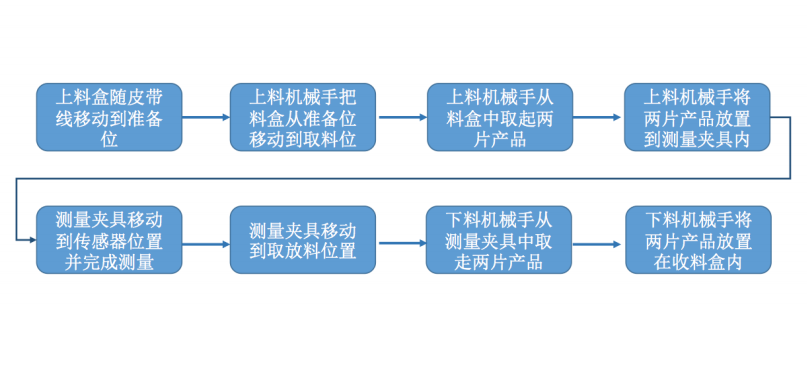
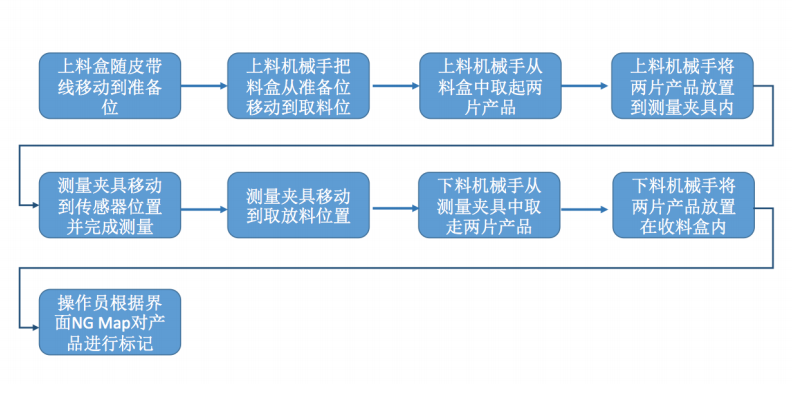
按下启动按钮,检测仪进行颜色传感器校准(检测仪默认 8 小时校准一次)。 人工把检测上料盒移动到上料轨道线上,通过轨道线运送料盒到指定位置,机械手把料盒抓取到取料准备区,机械手在料盒里一片一片的取料,左右吸抓依次取料,移送到上料位 置(两个测量夹具/工位),夹具进行定位,然后送入测量位置,双片同时测量,标定CT内完成测量(两点测量模式下)。测量完成后夹具带着测量品回到上料位(上料位是上下料位),下 料机械手根据测量结果放到 OK 区或 NG区,料盒装满之后由收料员收走。
3.3软件功能

1、检测仪有在线检测、单站检测、NG 复测三个检测模式(多种样品可以选择对应的测试模式)。
2、在线检测有检测点位设置模式(根据检测需求可以设置检测多点位)。
3、单站检测可设置检测 GRR 次数(一次检测次数)。
4、NG 复测需要指定点位全检,检测完成后并做好 NG 点位的标注(用Mark笔或喷码的形式标记 NG 点位)。
5、对接工厂 MES 系统,通过扫描枪来输入来料检测批次数据,并根据批次来命名检测数据表格。
6、软件控制界面增加检测舱体温度展示。
7、软件控制界面增加保养周期提醒。
8、独立显示器显示视频监控检测舱体运行状态。
3.4全自动颜色检测仪定制流程

1、客户提出检测需求或想法,设计部门根据客户的需求或想法做初步的草图和预方案演。
2、我们提供草图和预演方案和客户确认需求和需求的细节确认,然后完成需求方案。
3、和客户过方案核对方案是否满足客户需求,满足客户需求我们开始设计生产。不满足客户需求沟通改进方案,达到客户的需求。
4、客户确认需求和方案后我们根据方案进行设计、生产,并在指定期限内完成安调和培训。
制定色差仪颜色管理标准并采用生产线自动化颜色检测设备是现代制造业中实现高效、精确颜色控制的重要手段。通过建立标准的色度系统和颜色数据库,可以确保在颜色匹配过程中具有一致的参考依据。而自动化颜色检测设备的应用则可以大大提高生产效率和质量,降低人为因素对颜色的影响。通过数据的分析和反馈,可以不断优化生产过程,提高产品质量和消费者满意度。
上一页 : 硅藻泥墙面色差值怎么测?硅藻泥色差检测标准
下一页 : 什么叫真石漆色差?真石漆色差怎么检验

添加微信咨询
 地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
地址: 广州市增城区荔湖街道新城大道400号低碳总部园B33栋6、7、8层
 电话:020-82880288
电话:020-82880288
手机:18924229947
Copyright © 2026 广州保来发仪器有限公司 版权所有 粤ICP备2022072934号


